


לאַזער טיילער-וועלדעד קעסל פּלאַטע



טראַנספּאָרטאַטיאָן: שטיצן ים טראַנספּערטיישאַן
סטאַנדאַרדס: AiSi, ASTM, JIS
גרייס: אַר360 400 450 NM400 450 500
אָרט פון אָריגין: שאַנדאָנג, טשיינאַ
מאָדעל: אַר360 400 450 נמ400 450 500
טיפּ: שטאָל טעלער, שטאָל טעלער
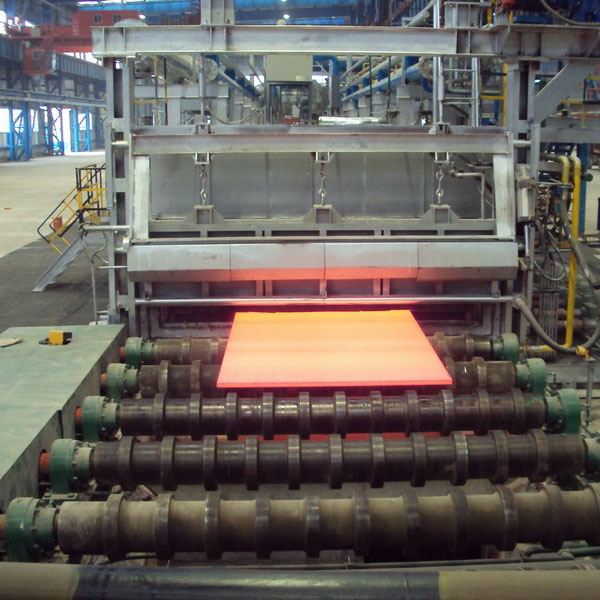
פּראָצעס: הייס ראָולד
ייבערפלאַך באַהאַנדלונג: קאָוטינג
אַפּפּליקאַטיאָן: קעסל טעלער
ברייט: 2000 מם אָדער ווי פארלאנגט
לענג: 5800 מם 6000 מם 8000 מם
טאָלעראַנץ: ± 5%
פּראַסעסינג באַדינונגס: בענדינג, וועלדינג, ונקאָילינג, קאַטינג, פּאַנטשינג
פּראָדוקט נאָמען: טראָגן-קעגנשטעליק שטאָל טעלער
מאַטעריאַל: NM450 500 550 640 NM4400 450 500
גרעב: 3 מם-100 מם אָדער ווי פארלאנגט
פּאַקקאַגינג: נאָרמאַל ערווערד פּאַקידזשינג
ניצט: ינדוסטריאַל
פאָרעם: גראָדעק
צושטעלן אַביליטי: 2000 טאָנס / טאָן פּער חודש
פּאַקינג דעטאַילס: אַוואַנסירטע ערווערד פּאַקינג, אויך לויט צו קונה באדערפענישן.
פּאָרט: קינגדאַאָ, טיאַנדזשין, שאַנגהאַי


די אַנטוויקלונג פון 20 ג אין Jinan Iron and Steel Group Corporation (אַבריוויייטיד ווי דזשיגאַנג) איז דורכגעקאָכט מער ווי צען יאר צוריק, אָבער לימיטעד צו די מדרגה פון פּראָצעס ויסריכט און ויסריכט אין דער צייט, די פאָרשטעלונג פון שטאָל טעלער איז געווען אַנסטייבאַל, און עס זענען געווען אָפט פּראָבלעמס פון סתירה קאַלט בענדינג און יידזשינג פּראָפּערטיעס. די פאלגענדע מיטלען זאָל זיין גענומען צו פֿאַרבעסערן קאַלט בענדינג און יידזשינג פּראָפּערטיעס און ענשור נידעריק טעמפּעראַטור פּראַל טאַפנאַס:
(1) סטרויערן די ינערלעך קאָנטראָל קאַמפּאָונאַנץ און פאַרגרעסערן די נידעריקער שיעור פון מאַנגאַנעס אינהאַלט צו 0.65%.
(2) די ראַפינירן אָפּעראַציע פון "טריניטי" פון דראָט פידינג, טעמפּעראַטור רעגולירן און אַרגאַן בלאָוינג איז אנגענומען.
(3) שטרענג קאָנטראָלירן די פּאָרינג טעמפּעראַטור.
(4) דער אינהאַלט פון מיקראָאַלויד עלעמענט טי געוואקסן פון 0.003% צו מער ווי 0.008%. (5) דער גאנצער פּראָצעס פּראַטעקטיוו פּאָרינג פּראָצעס איז אנגענומען צו רעדוצירן די אַבזאָרפּשאַן פון ען
פּראָדוקציע פּראָצעס:20 ג (טי) קעסל טעלער איז אַ מין פון שטאָל מיט הויך רעקווירעמענץ פֿאַר פולשטענדיק מעטשאַניקאַל פּראָפּערטיעס, לעפיערעך ריין שטאָל, און דער זאַץ פון מעלטינג קאַמפּאָונאַנץ און מיקראָאַללויינג עלעמענטן וואָס זענען מער שפּירעוודיק צו די יפעקס פון פאַרשידן פּראָפּערטיעס. דעריבער, דער שליסל צו די פּראָדוקציע פּראָצעס פון 20 ג (טי) איז צו אַפּטאַמייז די מעלטינג זאַץ, רעדוצירן די גאַנץ סומע פון ינקלוזשאַנז אין די שטאָל, אויסקלייַבן צונעמען מיקראָאַללויינג עלעמענטן, נוצן קאַנטראָולד ראָולינג, פֿאַרבעסערן די קוואַליטעט פון די טעלער און סטייבאַלייז די אַפּלאַקיישאַן. יידזשינג פּראַל. די טעכניש מאַרשרוט פון 20 ג איז: הויך-קוואַליטעט מאָולטאַן פּרעסן → רייניקונג באַהאַנדלונג → סמעלטינג פון זאַץ אַפּטאַמאַזיישאַן און שטאָל רייניקונג → מיקראָאַללויינג און ראַפיינינג פון מאָולטאַן שטאָל → פּראַטעקטיוו קאַסטינג → הויך-קוואַליטעט פּלאַטע → קאַנטראָולד באַהיצונג → טעמפּעראַטור-קאַנטראָולד ראָולינג → טעלער פאָרעם און גרעב קאָנטראָל → קאָנטראָל קאָאָלינג → פּראָדוקט.
לייזער שנייַדער-וועלדעד ליידיק און קעסיידערדיק בייַטעוודיק קרייַז-אָפּטיילונג ברעט טעכנאָלאָגיע
1. שנייַדער וועלדעד בלאַנקס (Tailor Welded Blanks, TWB) ניצט לאַזער ווי די וועלדינג היץ מקור צו פאַרבינדן און וועלד עטלעכע פאַרשידענע מאַטעריאַלס, פאַרשידענע געדיכטקייַט, און פאַרשידענע קאָאַטינגס פון שטאָל, ומבאַפלעקט שטאָל, אַלומינום צומיש, אאז"ו ו אין אַ גאַנץ טעלער.
2. ניצן לאַזער טיילערד וועלדינג טעכנאָלאָגיע, עס איז מעגלעך צו גלייַך פאַרבינדן מאַטעריאַלס פון פאַרשידענע גרעב סיזעס און שטאַרקייַט לעוועלס לויט די דרוק טנאָים פון די סטראַקטשעראַל פּאַרץ, פֿאַרבעסערן די סטראַקטשעראַל רידזשידאַטי בשעת רידוסינג די וואָג פון די טיילן, און אויך פאַרגרעסערן די יוטאַלאַזיישאַן קורס פון מאַטעריאַלס און רעדוצירן די נומער פון טיילן. די נומער פון פּאַרץ אין די סימפּלאַפייז דעם פּראָצעס. לאַזער טיילערד וועלדינג טעכנאָלאָגיע איז געווארן די הויפּט טעכניש מיטל פון ויטאָמאָביל לייטווייט, און עס איז געווען געווענדט צו די מאָדעלס פון פילע מאַניאַפאַקטשערערז. דער הויפּט געניצט אין פראָנט און דערציען טיר ינער פּאַנאַלז, פראָנט און דערציען לאַנדזשאַטודאַנאַל בימז, זייַט פּאַנאַלז, שטאָק פּאַנאַלז, א, ב, און C פּילערז אויף די ין פון די טיר, ראָד קאָווערס און שטאַם ינער פּאַנאַלז, עטק.
3. שנייַדער ראָולינג בלאַנקס (טרב), אויך גערופן דיפערענטשאַל גרעב פּלאַטעס, רעפערס צו די פאַקטיש-צייט ענדערונג פון די זעמל ריס גרייס דורך די קאָמפּיוטער בעשאַס די ראָולינג פּראָצעס פון די שטאָל טעלער, אַזוי אַז די ראָולד דין טעלער האט אַ פאַר-באשלאסן ריכטונג צוזאמען די ראָולינג ריכטונג. מנהג בייַטעוודיק קרייַז-סעקשאַנאַל פאָרעם.
4. קעסיידערדיק וועריאַבאַל קרייַז-אָפּטיילונג טאַפליע טעכנאָלאָגיע איז וויידלי געניצט אין דער פּראָדוצירן פון גוף סטרוקטור טיילן, אַזאַ ווי מאָטאָר דעקן, ב-זייַל, גוף שאַסי, מאָטאָר ספּייסער פירן, מיטל זייַל ינער טאַפליע, בלאָטע און קראַך קעסטל, אאז"ו ו, און איז הצלחה געווענדט צו אַודי, במוו, וואָלקסוואַגען, גם און אנדערע מאָדעלס.
5. לאַזער טיילערד וועלדינג און קעסיידערדיק בייַטעוודיק קרייַז-אָפּטיילונג טעכנאָלאָגיע טוישן די גרעב פון די סטאַמפּינג מאַטעריאַל דורך פאַרשידענע טעקנאַלאַדזשיקאַל מיטלען, און זענען געניצט צו סאָלווע די פּראָבלעם פון פאַרשידענע מאַסע-שייַכעס קאַפּאַציטעט באדערפענישן פֿאַר פאַרשידענע טיילן פון אַוטאָ טיילן אונטער מאַסע. קאַמפּערד מיט די צוויי, די מייַלע פון שנייַדער-געמאכט לאַזער וועלדינג טעכנאָלאָגיע ליגט אין זייַן בייגיקייט, וואָס קענען פאַרשטיין די ספּלייינג פון קיין שטעלע און די ספּלייינג פון פאַרשידענע מאַטעריאַלס. די מייַלע פון קעסיידערדיק וועריאַבאַל קרייַז-אָפּטיילונג טעכנאָלאָגיע איז אַז עס איז קיין וועלדינג נעט, די כאַרדנאַס טוישן צוזאמען די לענג ריכטונג איז לעפיערעך מילד, עס האט בעסער פאָרמאַביליטי, און די ייבערפלאַך קוואַליטעט איז גוט, די פּראָדוקציע עפעקטיווקייַט איז הויך, און די פּרייַז איז נידעריק. באַגאַזש, מעדיציניש ויסריכט, מאָטאָציקל שאָל; ויטאָמאָביל, ויטאָבוס ינער דאַך, דאַשבאָרד; אַוועקזעצן באַקינג, טיר טאַפליע, פֿענצטער ראַם, עטק.
| אַ516 גר.60 | אַ516 גר.65 | אַ516 גר.70 | |
| טענסאַל שטאַרקייַט (Ksi) | 60-80 | 65-85 | 70-90 |
| טענסאַל שטאַרקייַט (מפּאַ) | 415-550 | 450-585 | 485-620 |
| Yield Strength (Ksi) | 32 | 35 | 38 |
| Yield Strength (Mpa) | 220 | 240 | 260 |
| 200 מם ילאָנגגיישאַן (%) | 21 | 19 | 17 |
| 50 מם ילאָנגגיישאַן (%) | 25 | 23 | 21 |
| מאַקסימום גרעב (מם) | 205 | 205 | 205 |



